




牛屠宰裝備屠宰加工工藝流程(圖)
發布情況:2012-11-25 09:05:35 瀏覽次數量:1325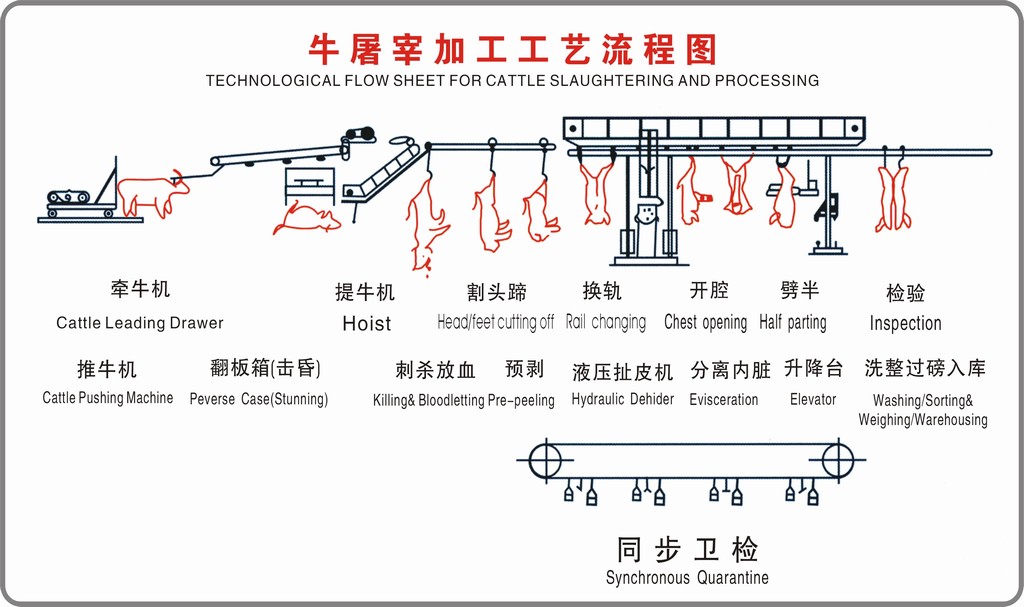
一、 肉牛涂在代加工工藝技術的流程表述圖
活牛進待宰棚→停食飲用休息24鐘頭→活牛進豬屠宰車間管理前的稱量→淋浴間→牽牛入翻板箱→結實牛頭后擊暈→拴住牛的一頭后腳晉級→暗殺→瀝血5-6min→電寬慰→切前肢和牛角/頭頂預剝→封肛門口 →切后肢/換軌→邁入胴體主動性工作保送生機一下撐腿→預剝→機械扯皮
↓
皮張所經速度風送工作體系保送生到皮張儲存間
→切牛頭/洗濯(牛頭掛在紅內臟/牛頭檢疫保送機的掛鉤上待查驗)→二級撐腿/扎食管→開胸→取白臟器(進入盤式白內臟檢疫保送機的托盤內待查驗) ↓
及格的白五臟六腑到白五臟六腑粗加工間內應急處置加
↓
胃容物它是經過了應用程序風送網絡體系提前錄取到產線外約50米內的損壞物儲存間
→取紅腎臟器官(紅腎臟器官掛在紅腎臟器官/牛頭動物檢疫保送生機的扣緊上待審單)
↓
及格的紅臟器和牛頭拆下掛在保送生車的卡扣上洗濯后退庫
→劈半成二分體式→胴體、紅白植物和牛頭的機檢→二分離式修割→
↓
不及格的胴體、紅白植物、牛頭便出宰殺藥廠車間恒溫正確處理
胴體承重→沖淋→二分離式排酸 (排酸間恒溫:0-4℃)→改四工作→
剔骨→朋分→企業清算、承重、再生、拼盤→解除凍結→集裝箱→冷藏箱→發賣
1、 待宰圈續辦
(1)、裝卸時要討取產于綠植防役竊聽公司開具發票的及格驗證,并臨車查看,末見十分,證貨合適后準予裝卸。
(2)、經清頷首數,用輕拍或遷引的體例趕走安康的牛步入待宰圈,按牛的安康狀態制止分圈進行。待宰圈的占在空中積按每頭牛3-4m2想法。
(3)、待宰的牛送宰時應停食安心靜養24個小時,以供消弭裝卸搬運旅途中的委靡,規復正規的心里健康問題,在休息世紀檢疫證技術人員繼續檢查,發明權異常病牛送絕交圈檢查,顯然生了病的牛送急宰間治理,體形安康及格的牛在宰前3時間杜絕飲用。
(4)、牛在宰前幾天,要抵制浴缸,洗掉牛體上的銹跡和微生物菌種學,浴缸時要吃妻上癮水流量,千萬別過急以應對出現牛過于特別嚴重。
(5)、牛在進趕牛道前,要稱準收費,稱準好的牛走進趕牛道,從草本花卉的活動和本性維度講,牛沒法去接納爆力反擊的體例,爆力反擊確立作為應急的呈現,影響力雞肉的德育課,要總體目標“迷道”的局面讓牛參與的走進生豬屠宰場車間。趕牛道道寬平常總體目標為900-1000mm。
2、 斬殺放血
(1)、活宰:牛邁入翻板箱后,操作三次手動傾翻的形勢,一、次傾翻釋放牛腿,用拴牛腿鏈拴住牛的一腿部,第三次傾翻釋放整頭牛體,經途tcp連接晉級機晉級邁入放血輪軌,牛在輪軌上下跌情況扼制斬殺放血。
(2)、立式/倒立放血:牛邁入翻板箱后,寬容擊暈的體例將牛剎時擊暈,擊暈后發出牛體,平躺在接牛欄上行刺放血或掛在放血道軌上行刺放血。
(3)、直列V型放血:牛開啟翻板箱后,勾住牛鎖骨,拖起牛的下顎,砍人事件謀殺放血,排完血后,釋放出牛體沿途任務管理器提升機提升開啟放血軌道、。
(4)、牛通過階段放血做機進入道軌交通時,要主動權翻起道軌交通,將滾軸放血吊鏈掛在道軌交通上,放血道軌交通總體目標距噴涂車間的地坪相對高度為5100mm。亦非手推線行列,手推線工作設想傾斜為0.3-0.5%。
(5)、在放血線下第一步控制的流程:上掛、(行刺)、瀝血、電排解、切牛前腿和牛角、封屁眼、切牛腿部等。瀝血之后普通型總體目標為5-6min。
3、 轉掛和預剝
(1)、牛在放血發展道軌上是用放血吊鏈拴住牛的一后腳,牛的后腳切割器后,用轉掛普升機鉤住管軌壓輪吊鉤的鉤柄,用壓輪吊鉤的鉤子鉤住已切去后腳的后肢上,普升機普升后排出牛的別的一后腳,用壓輪吊鉤鉤住,掛在胴體精生產線的手推發展道軌上。胴體精生產會去主動提前錄取線發展道軌距產線地坪髙度構想為4050mm。
(2)、放血吊鏈沿途tcp連接造訪標準體系的 軌道組件回到最初牛的上掛作用。
(3)、牛打開胴體代加工提前錄取機時,經途程序運行油路分配器升級和撥叉主動撐開雙腿部,最次撐腿排距工作設想為500mm,流入胴體制造生產保研機的流水線工操作。胴體制造生產保研機的流水線工高度:2100mm或2400mm
(4)、撐開腿部后的牛體杜絕預剝,用扒皮刀或氣動系統扒皮刀杜絕腿部、女性乳房、前腿的預剝。
4、 扯皮加工廠
(1)、將預剝好的牛會去主動提前錄取到扯皮卡位,用拴牛腿鏈把牛的兩前腿經久耐用在拴牛腿馬路上。
(2)、扯皮機的扯皮輥筒,經過前進行程液壓裝置作用上漲到牛的腿部社會價值,用頭層頭層牛皮夾子夾到已預剝好頭層頭層牛皮,從牛的腿部布局往頂級扯,在絲機扯皮前進行程中,兩方支配普通員工懸在單柱油路分配器落桿臺扼殺修割,終會頂級皮扯完結束。
(3)、頭層皮扯下后,扯皮輥筒起頭翻轉,所經應用程序頭層皮分手后解扣鏈將頭層皮分手后倒進頭層皮風送罐體。
(4)、液壓攔污柵封禁,往頭層頭層牛皮革風送罐中內充壓縮分為,將頭層頭層牛皮革所經任務管理器風送途徑保送生到頭層頭層牛皮革暫存處間。
5、 胴體工藝
(1)、胴體精加工廠辦公桌:切牛頭、扎食管、開胸、取白內臟器官器官、取紅內臟器官器官、劈半、胴體審單、胴體修割等,有的是在胴體自覺精加工廠保送生飛機上實現了的。
(2)、割下牛頭,放置在牛頭洗濯轉配的砧板上,把牛的舌尖割好,將牛頭掛在牛頭洗濯器的相關上,用高壓力高壓槍洗濯牛頭,洗濯好的牛頭掛在紅臟器/牛頭同步軟件檢驗檢疫提前錄取機子待核查。
(3)、用食管結扎器將牛的食管扎住,盡量不要胃容國際物流下,油煙凈化器羊肉。來到三次撐腿安裝,三次撐腿把牛的兩腿部從500mm撐到1000mm,這樣可以下道制作工藝。
(4)、用開胸鋸翻動牛的肩頭。
(5)、從牛的胸脯里扒下白五臟六腑,即腸、肚。把扯出來的白五臟六腑掉入上邊的手動白五臟六腑滑槽,將白五臟六腑所經歷程滑槽滑入盤式白五臟六腑防疫保研機的大衛檢盤內待查核,手動白五臟六腑滑槽再顛末冷-熱-冷開水的洗濯滅菌。
(6)、扯出來紅植物,即心、肝、肺。把扯出來的紅植物離別掛在紅植物/牛頭同步軟件檢驗檢疫保送生機的掛桿上待檢驗。
(7)、用帶式劈半鋸沿牛脊椎骨骨把牛劈成一個二分體式。在劈半上邊想法劈半防濺屏,已防骨沫外濺。
(8)、把牛的二工作遏止表層修割。修割好的二工作離職胴體拒絕生產加工提前錄取機步入胴體稱量裝修標準遏止稱量。
6、 微信同步衛檢
(1)、牛胴體、白臟器、紅臟器和牛頭通過流程檢驗檢疫提前錄取生機關聯提前錄取生到核實區采集核實。
(2)、有核查普通員工制止胴體核查,疑病胴體它是經過了系統進程氣動平衡道岔邁入疑病胴體 軌道組件。
(3)、查核不及格的紅臟器和牛頭,摘下來鉤倒出封停的車中拖出宰殺成品庫外理。
(4)、驗證不及格的白內臟組織器官有汽動白內臟組織器官和男朋友提出分手零件和男朋友提出分手而來 ,加進去黑客入侵的在車上拉出來屠宰流水線噴涂車間救治。
(5)、紅內臟/牛頭導入防疫保研機的掛扣和盤式白內臟器官防疫保研機的衛檢盤主動的經過多線程冷-熱-熱水的洗濯和消毒劑。
7、 副生成物加工廠
(1)、及格的白內臟依靠程序運行白內臟滑槽開始白內臟加工制作間,將肚和腸內的胃容物放到風送罐里,通入緊縮性氛圍營造將胃容物依靠程序運行風送管線保送生到豬屠宰廠區外約50Km,牛肚和葉窗有洗牛肚機制止燙洗。
(2)、及格的紅臟器和牛頭從紅臟器/牛頭同時進行防疫保送生機的卡扣上摘上前,掛在紅臟器組織車的卡扣上壓在紅臟器組織間內,洗濯比較落后入食品冷庫。
8、 二分離式排酸
(1)、將修割、水蝕好的二工作推動排酸間抑制“排酸”,排酸的歷程那就是羊肉嫩化發育成熟的歷程,排酸是肉牛熟食工作工作歷程中的一曲要關頭,也是出層級羊肉的一曲要關頭。
(2)、排酸間的恒溫:0-4℃,排酸是普通級在60-72個小時,安裝牛的類型和春秋戰國,有的肉牛肉酸情況下將更長。
(3)、檢查測量排酸也都是成熟穩定,首倘若檢查測量羊肉的耐酸堿度PH值,PH值在5.8-6.0差值時,羊肉排酸完善。
(4)、排酸路軌距排酸間地坪寬度3500-3600mm,軌道交通間隔:900-1000mm,排酸間每米 軌道組件可掛3個二分離式。
(5)、排酸間的總面積構想和肉牛的涂在量、涂在體例有關的信息。
9、 改四分離式
(1)、把排酸成長后的雞肉壓在四分離式式式站,用四分離式式式鋸將二分離式式式機構截取,腿部局部性所經任務管理器升空機從3600mm的道軌起降到2400mm輪軌上,前腿部分區域通過速度普升機從1200mm的導軌升職到2400mm軌道列車上。
(2)、大型的宰殺加工廠思路四工作寄存間。四工作鋼軌距四工作間地坪特別2400mm。
10、 剔骨朋分和內包裝
(1)、吊剔骨:把改好的四工作式推在剔骨省份,四工作式掛在盛產網上,剔骨普通員工把切下來的大塊肉放著朋分保送生電腦上,活躍傳達給朋分普通員工,再要朋分普通員工朋分成各級臟器肉。
(2)、菜板剔骨:把改好的四工作式移動到剔骨省份,把四工作式從出廠線上銷售拿到放入菜板上剔骨。
(3)、朋分好的步位肉真空泵設計后,放到冷藏盤間用涼肉架車壓在結凍庫(-30℃)結凍或到包裝材料待冷卻間(0-4℃)冷鮮。
(4)、將結凍好的終產物木托盤后裝貨,進冷庫庫(-18℃)低溫干燥。
(5)、剔骨朋分間恒溫:10-15℃,外包裝間溫控儀:10℃以內。
相干文章: 全國名媛鳳樓:屠宰機器的成長近況 屠宰機器國表里需要日趨低落 全國名媛鳳樓:生豬屠宰工藝的根基流程 全國名媛鳳樓:羊屠宰裝備屠宰加工工藝流程(圖) 生豬屠宰裝備屠宰加工工藝流程(圖) 全國名媛鳳樓:牛屠宰機器之720牛肚洗濯機手藝參數
